Evocon is a visual and user-friendly OEE software that helps manufacturing companies improve productivity and remove waste as they become better.
30-day free trial. No financial commitment
Capterra user reviews
Evocon gives your team all the OEE (Overall Equipment Effectiveness) software tools they need to understand and improve the production process.


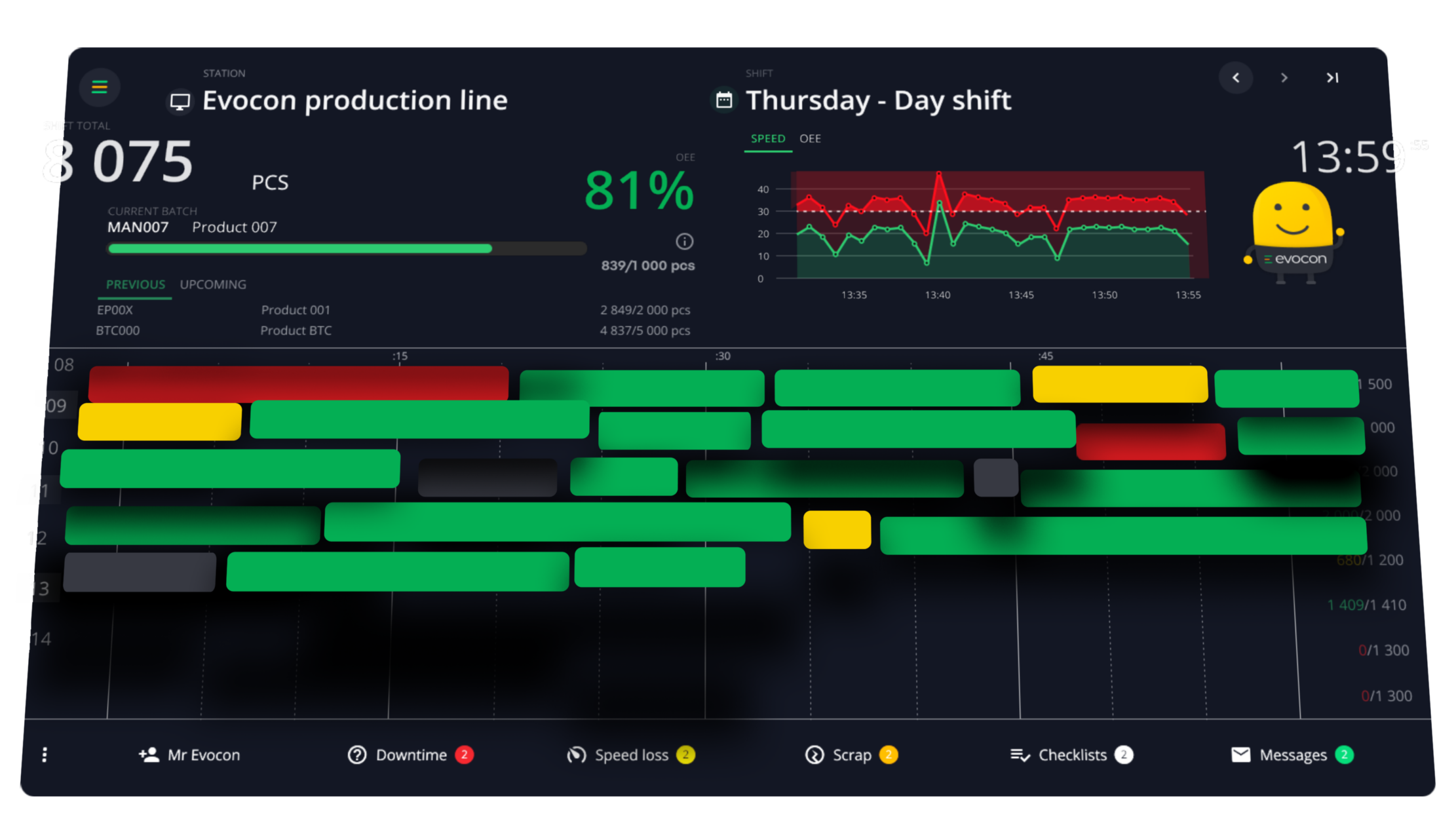
Shift View, part of Evocon’s OEE (Overall Equipment Effectiveness) and production monitoring system, helps you track and analyze the performance of all your production shifts across different dates, stations, factories, and countries.


Evocon’s OEE Dashboard provides the means to visualize your production data and helps monitor production performance in real-time and on the go. Use it to upgrade your daily and weekly monitoring processes.


With Factory Overview you make the status of all your machines visible to everyone. This gives your team the transparency they need to manage the factory in real-time and allows them to quickly react to any issues. No more unpleasant surprises.

Evocon’s analytics module offers automated production reports, including OEE (Overall Equipment Effectiveness), downtime, speed loss, quality, time usage, quantities, and cycle times. Different reports offer transparency about essential areas, so you know exactly what is happening and why.
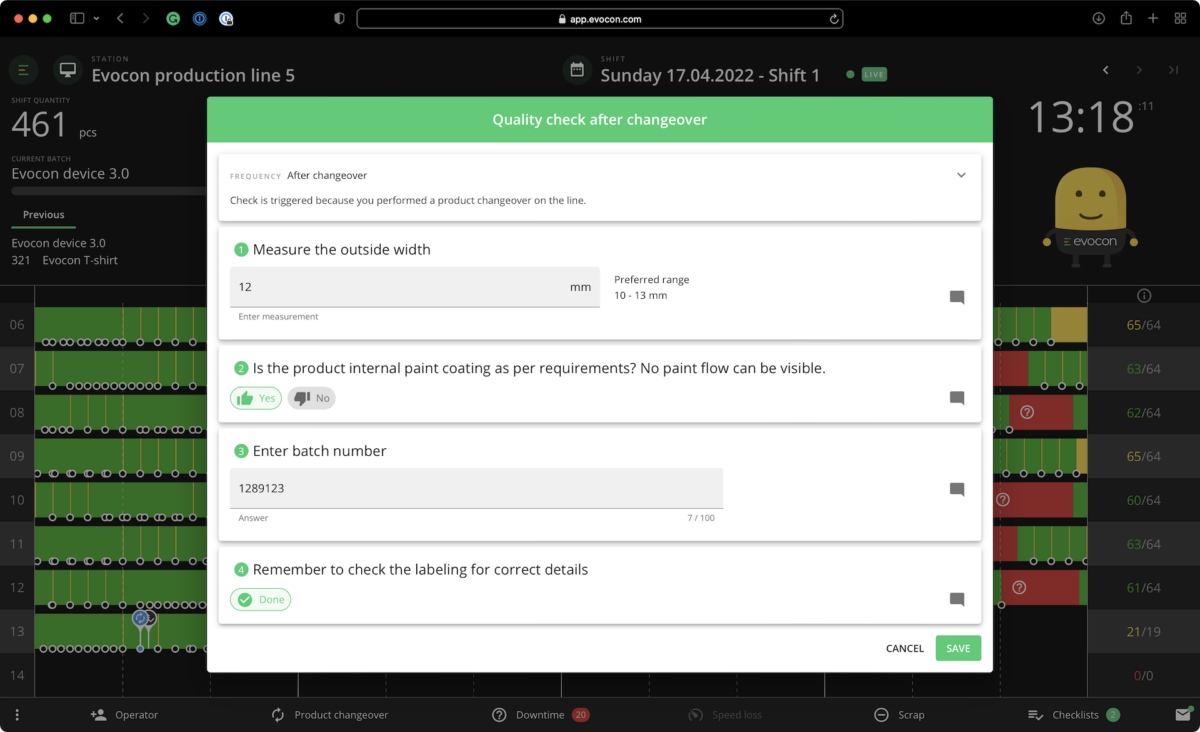
With Checklists, you can digitize and automate all of your recurring quality and maintenance checks. By utilizing real-time data from machines you enable operators to do relevant checks and tasks at the right time, resulting in the reduction of waste and improvement in quality.
Checklists comes with an additional fee of 59€/month, per machine
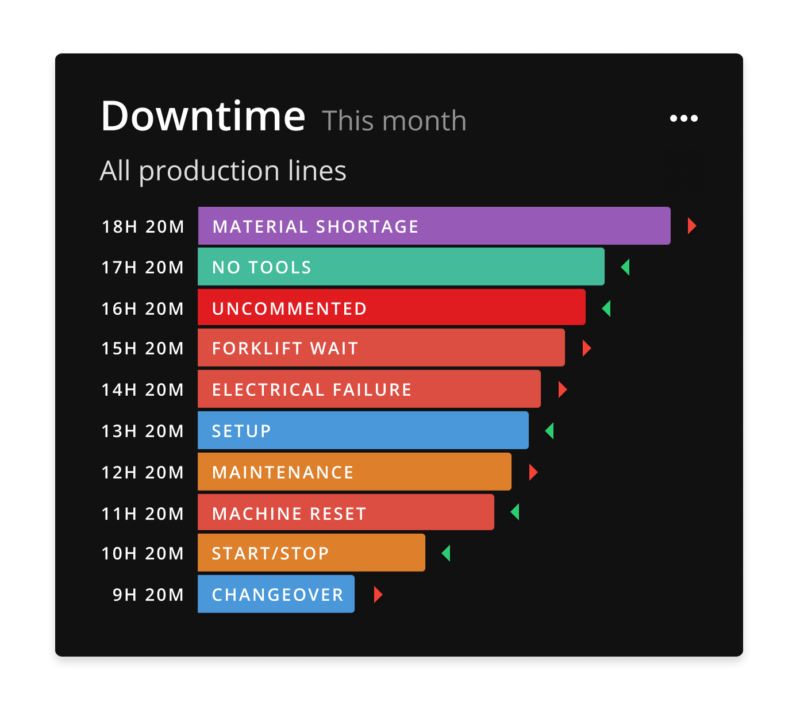
Evocon offers user-friendly tools to track and analyze machine downtime, helping teams reach goals and boost productivity. Features include automated data collection, real-time tracking, historical analysis, and root-cause analysis so you can eliminate unplanned downtime.
You should not tackle inefficiency alone. We help bring transparency into your production process so you can make the right decisions.
Clearly understand how much downtime you have and why and what are the improvement areas.
Understand how your production process is performing against expectations and how much potential is unused.
Evocon provides you with the tools you need to initiate and sustain cultural change.
By giving visual feedback to your operators, you increase productivity and enhance communication.

Save time by replacing pen & paper with a reliable and accurate system for data collection.






With our plug'n'play system it takes only a few days to implement Evocon and start your Industry 4.0 journey.

Using different sensors and inputs from your production, Evocon automates the data collection from your machines.
Your production data is digitized and visualized so that everyone has access to it in real-time.
Analysis is made simple with our intuitive user interface that helps discover opportunities for improvement.
How Evocon worksNo financial commitment.
Start your improvement journey by trying out Evocon for free in your factory.
No financial commitment.