Enterprise Package
Enterprise Package  Integrations
Integrations  Security
Security  Hardware
Hardware 
 How Evocon Works
How Evocon Works  OEE Monitoring
OEE Monitoring  Increasing Productivity
Increasing Productivity 
 OEE Calculator
OEE Calculator  Evocon
Evocon  Join us
Join us 
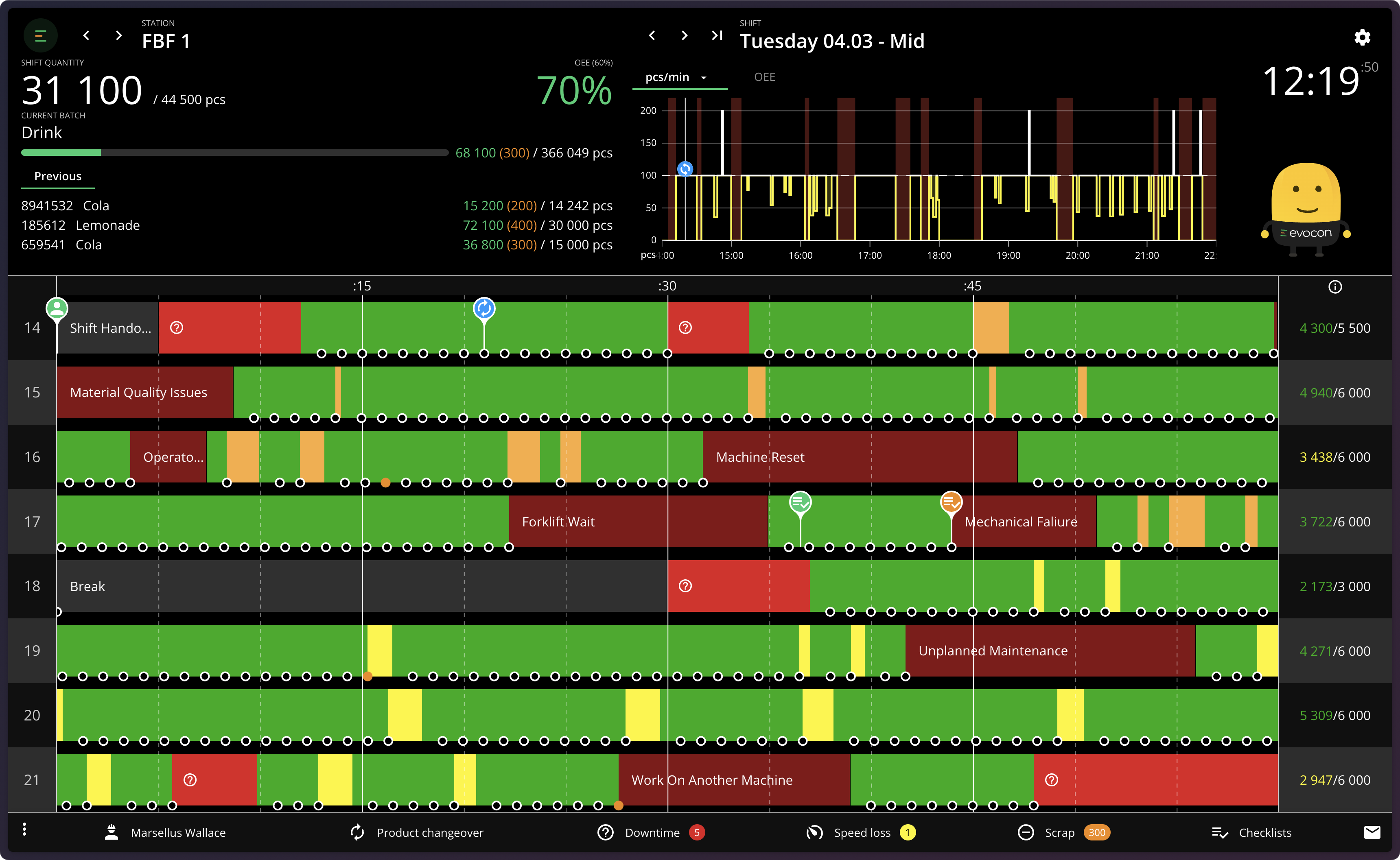
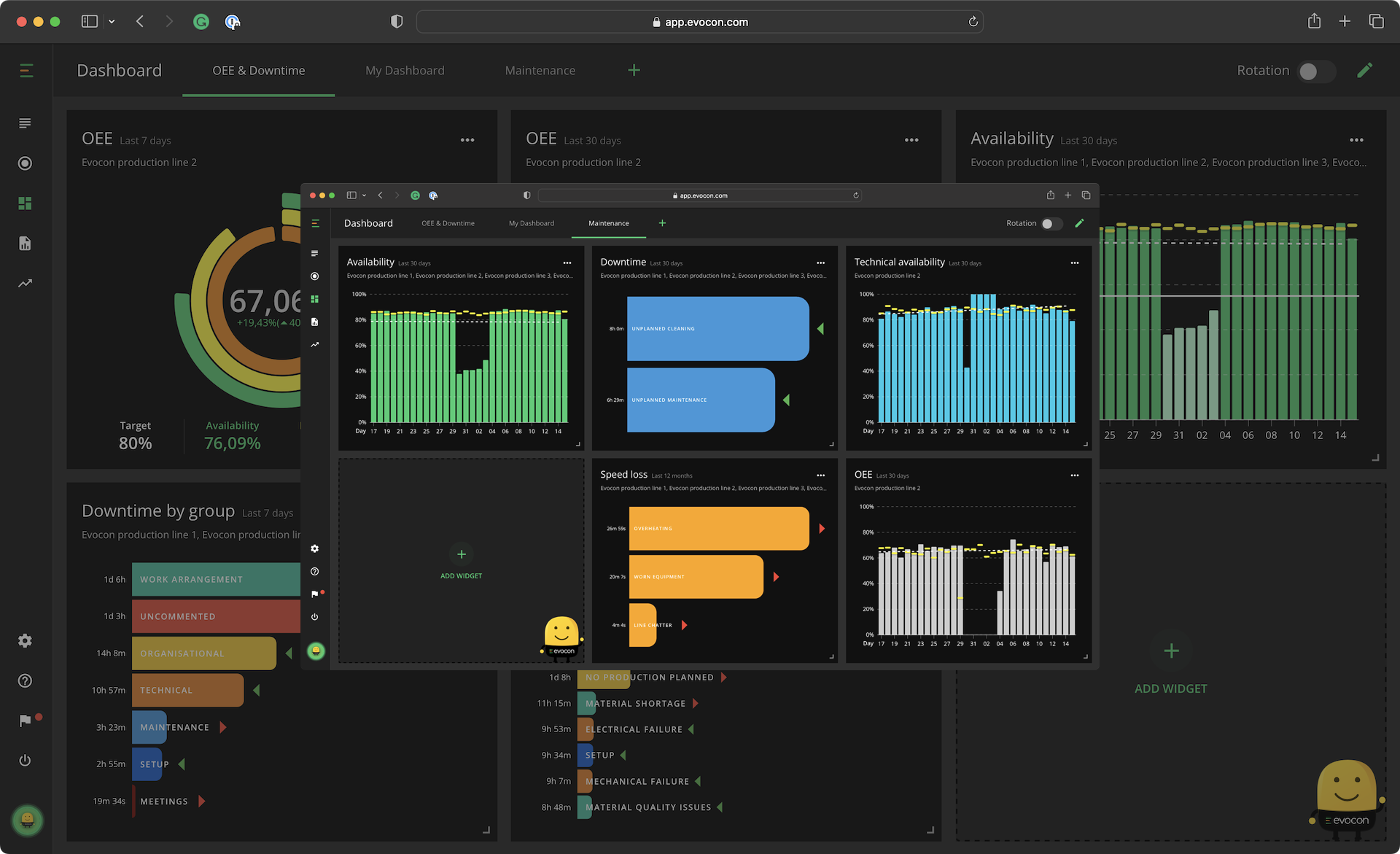
Real-time clarity, real results with Evocon's OEE dashboard
Evocon’s OEE dashboard transforms complex data into clear, actionable insights, letting you track OEE and production performance in real-time—anytime, anywhere.
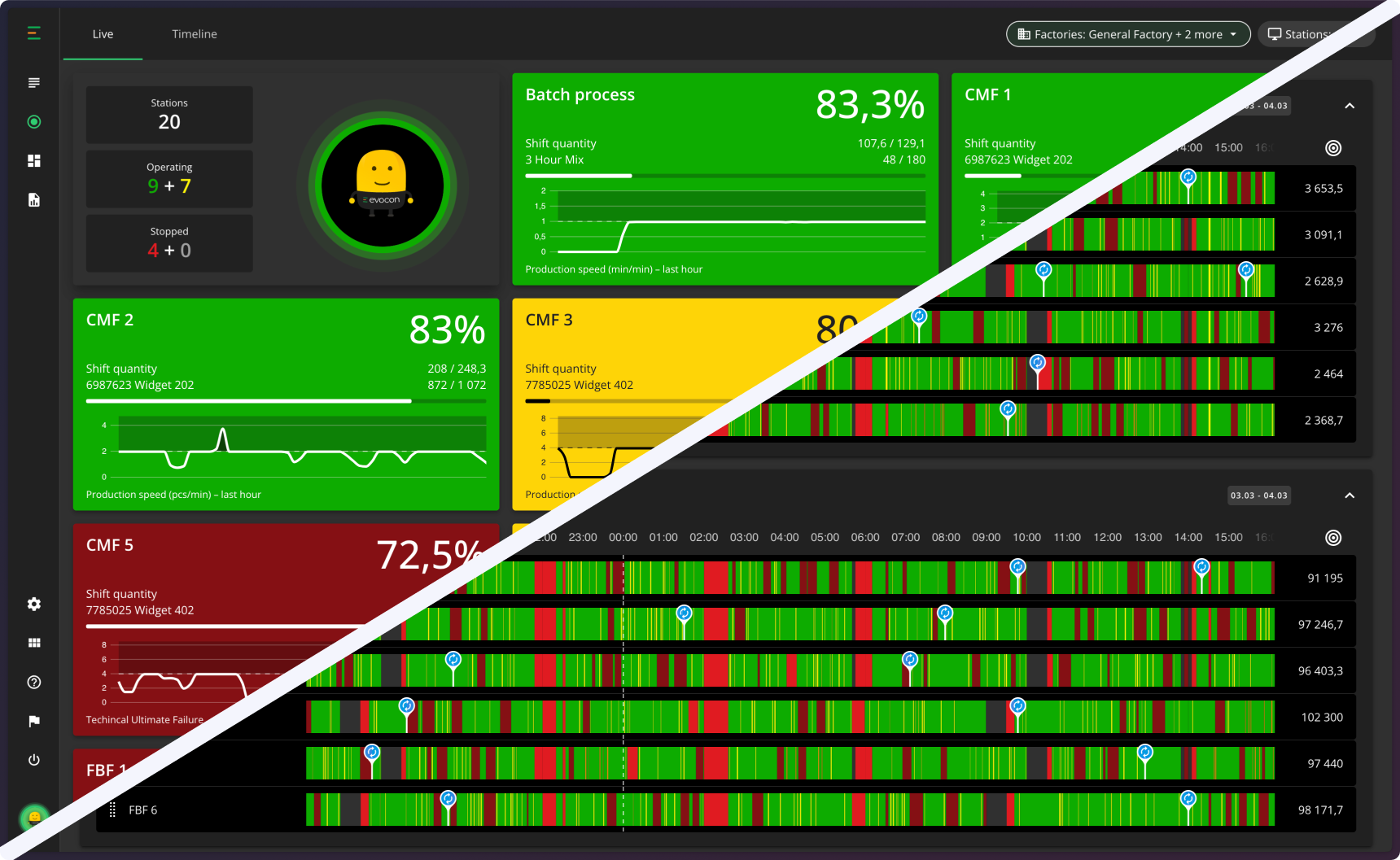
Different widgets, one goal
Evocon’s OEE dashboard delivers a range of widgets tailored to track your key production KPIs. From OEE to downtime tracking, each widget is built with one aim: to surface the critical data you need for better decisions and clearer trends—all at a glance.
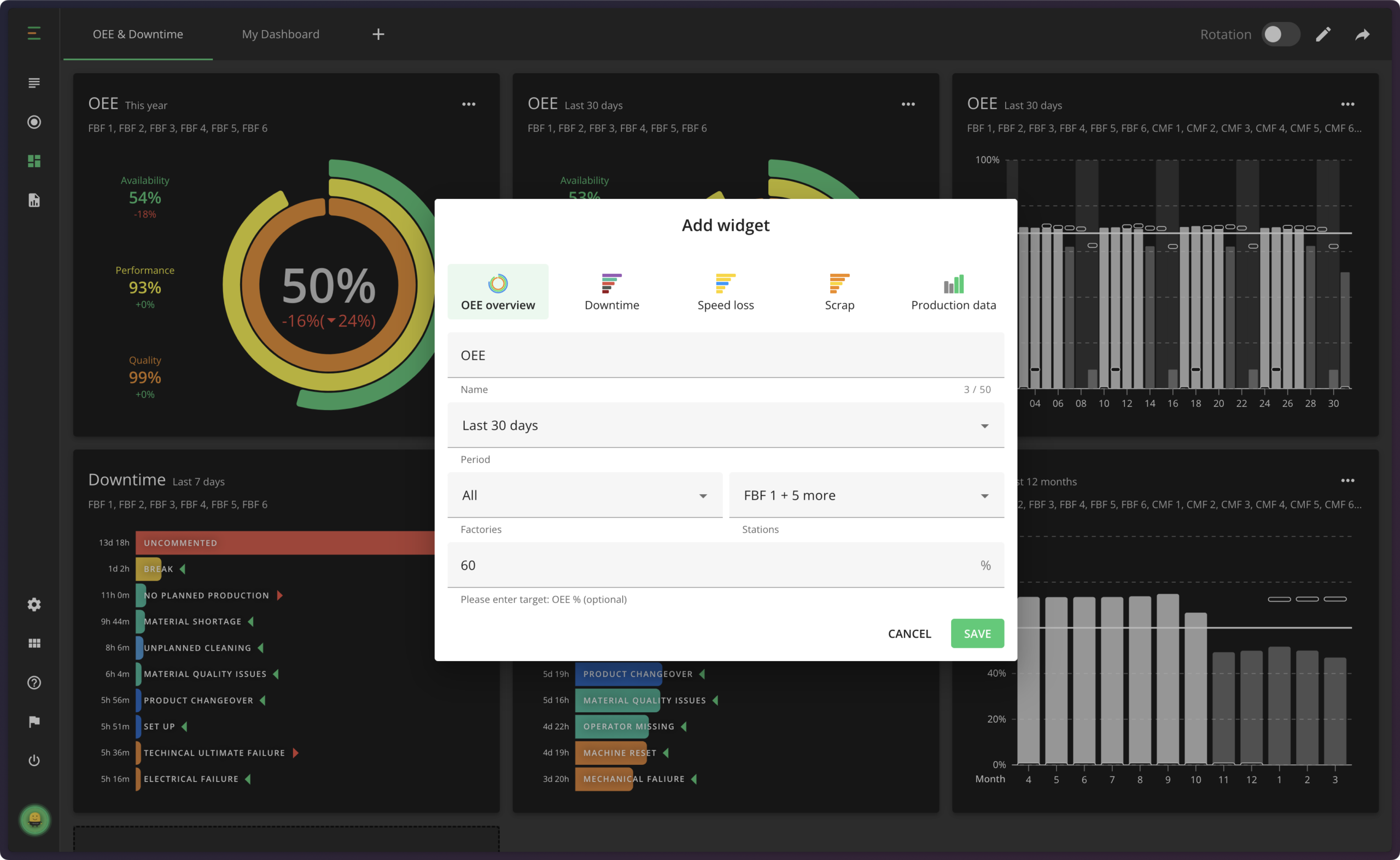
Unlimited users & dashboards
Empower every team member with a dashboard they can customize based on need. Whether it’s production, maintenance, or quality, each department gets tailored data to drive collaboration and improve factory-wide performance.
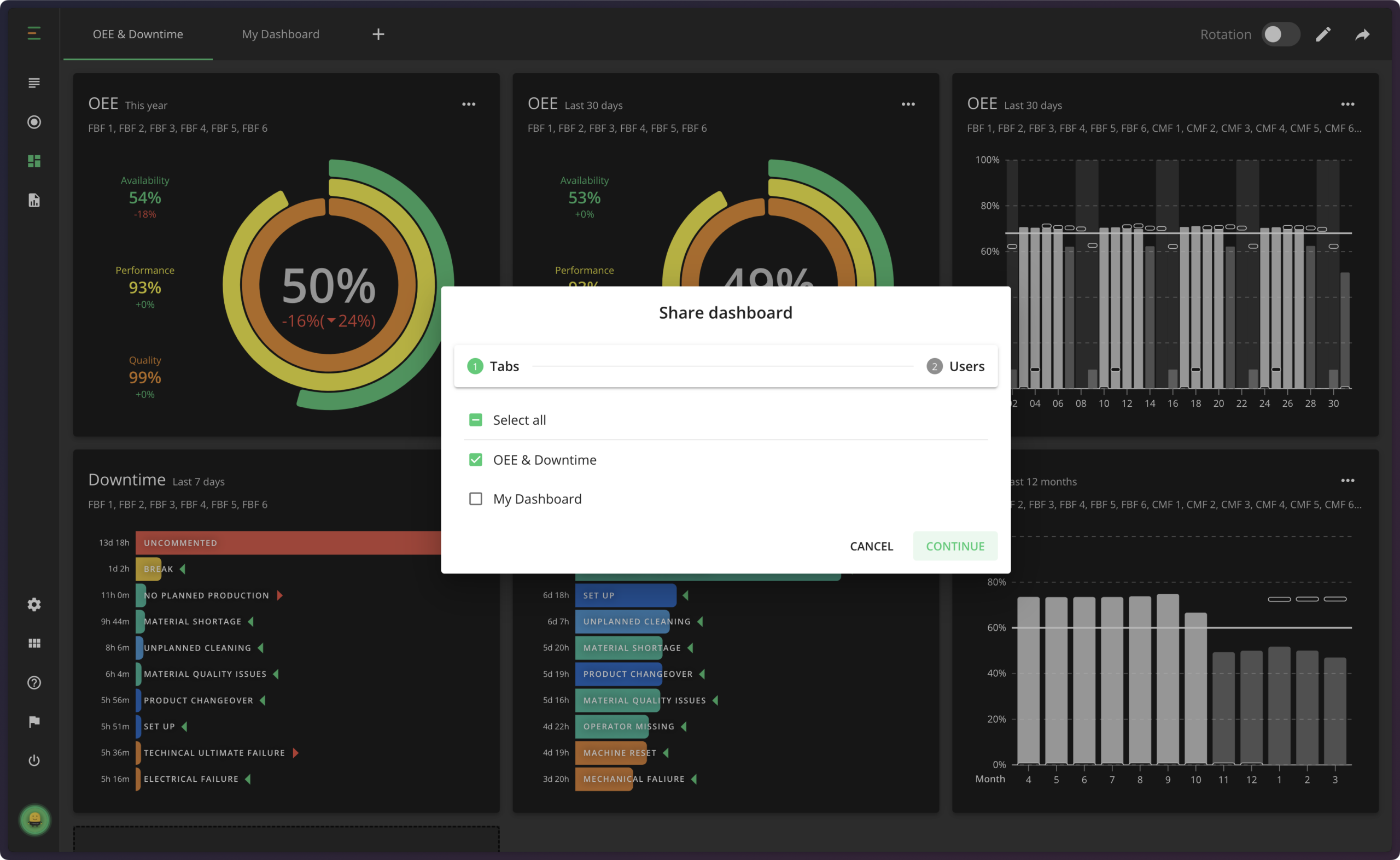
Seamless dashboard sharing
With an intuitive OEE dashboard that simplifies data analysis, sharing becomes effortless. Increase transparency across your organization, ensuring everyone—from operators to executives—can access and act on the same reliable insights.

Better meetings, better results
Real-time production data keeps your daily and weekly meetings on track. Spot issues fast, resolve them quickly, and focus on improving performance across all your machines and factories—not digging for answers.
"Evocon is at the heart of our daily follow-ups regarding production, and we also use it on a daily basis to cover the needs of maintenance and activity planning."

Lars Severin
World Class Manufacturing Coordinator
Saint-Gobain Weber Sweden
Features of the Dashboard
-
 Real-time data on all production losses
Real-time data on all production losses -
Comparison with previous time periods
-
Trend lines to help understand progress
-
TV mode for large displays
-
Unlimited users and dashboards per user
-
Different chart types for improved visualization
-
Performance analysis compared to target
-
Filtering of data based on role and function
-
Sharing of dashboards
-
Responsive layout for different devices